


Overview
The processing lab is used in projects ranging from short-term troubleshooting to basic research involving PhD students. It complements the other main labs of the the Polymer and Composite Materials research group, the polymer chemistry lab, the mechanical testing lab, the material characterization lab and the ageing lab.
Both thermoplastics and thermosets can be processed in this lab, including elastomers/rubbers. Various bio-based materials can be processed, also with 100% natural origin.
With thermoplastic polymer materials ("plastics"), specimens and parts can be made by injection moulding, compression moulding, additive manufacturing (3D printing) and film extrusion. (Thermosets can also be processed by some of these methods.) Composite specimens (e.g. epoxy with glass or carbon fibre reinforcement) can be made by hand lamination and vacuum infusion. Thermoset elastomers such as silicone rubber can be moulded with or without vacuum. Post-processing methods include machining, cutting and stamping.
The lab has equipment for lab-scale and pilot-scale compounding and processing in R&D projects. We can perform compounding of some tens of grams up to some tens of kg. Only one of the machines in the lab (an injection moulding machine) is a "fully" industrial machine. However, in many projects we cooperate with industry and analyse their manufacturing processes, and the properties and microstructure of products made with these processes.
Examples
Some examples of activities in this lab:
- Fabrication of standard (ISO, ASTM, …) and non-standard test specimens, e.g. for measuring mechanical, optical or acoustic properties, assessing surface quality or testing chemical resistance and ageing behaviour
- Specimens can e.g. be made by injection moulding or by stamped or machined from compression moulded plates. Composite specimens are e.g. sawed out of laminates.
- When comparing materials from different suppliers it is an advantage to have full control of all steps from the fabrication of test specimens (e.g. by injection moulding), via e.g. conditioning and ageing, to testing.
- When troubleshooting problems with a component, we can machine test specimens from the part. Often these machined specimens differ from standard specimens. For thermoplastics we can instead grind the part and make pellets for e.g. injection moulding of standard specimens. In this way we also ensure that the processing of the specimen is according to the standards.
- Recycling studies of plastics
- End-of-life parts can be grinded and then reprocessed in the lab, directly or via a compounding step. In this way many recycling cycles can be simulated in the lab, with e.g. accelerated ageing of the parts before each round of reprocessing.
- Formulating new materials and optimising recipes
- This could e.g. be formulation in terms of mixing polymers, compatibilizers, additives, fillers etc in a twin-screw extruder. The output from this can be pellets for injection moulding or filaments for additive manufacturing, and test specimens/parts can then be made with these methods.
- Investigating the effect of processing conditions on part properties, and optimising processes
- This could be basic studies of relationships between material parameters, process parameters, microstructure development in the process and the final properties of the part (e.g. mechanical properties, surface finish or barrier properties). We have e.g. performed such studies for injection moulding and additive manufacturing. Such studies are often performed when exploring the processability and properties of new materials. Numerical simulation of the process is sometimes included, as well as simulation of the mechanical response of the final part.
- R&D for new product applications/innovations
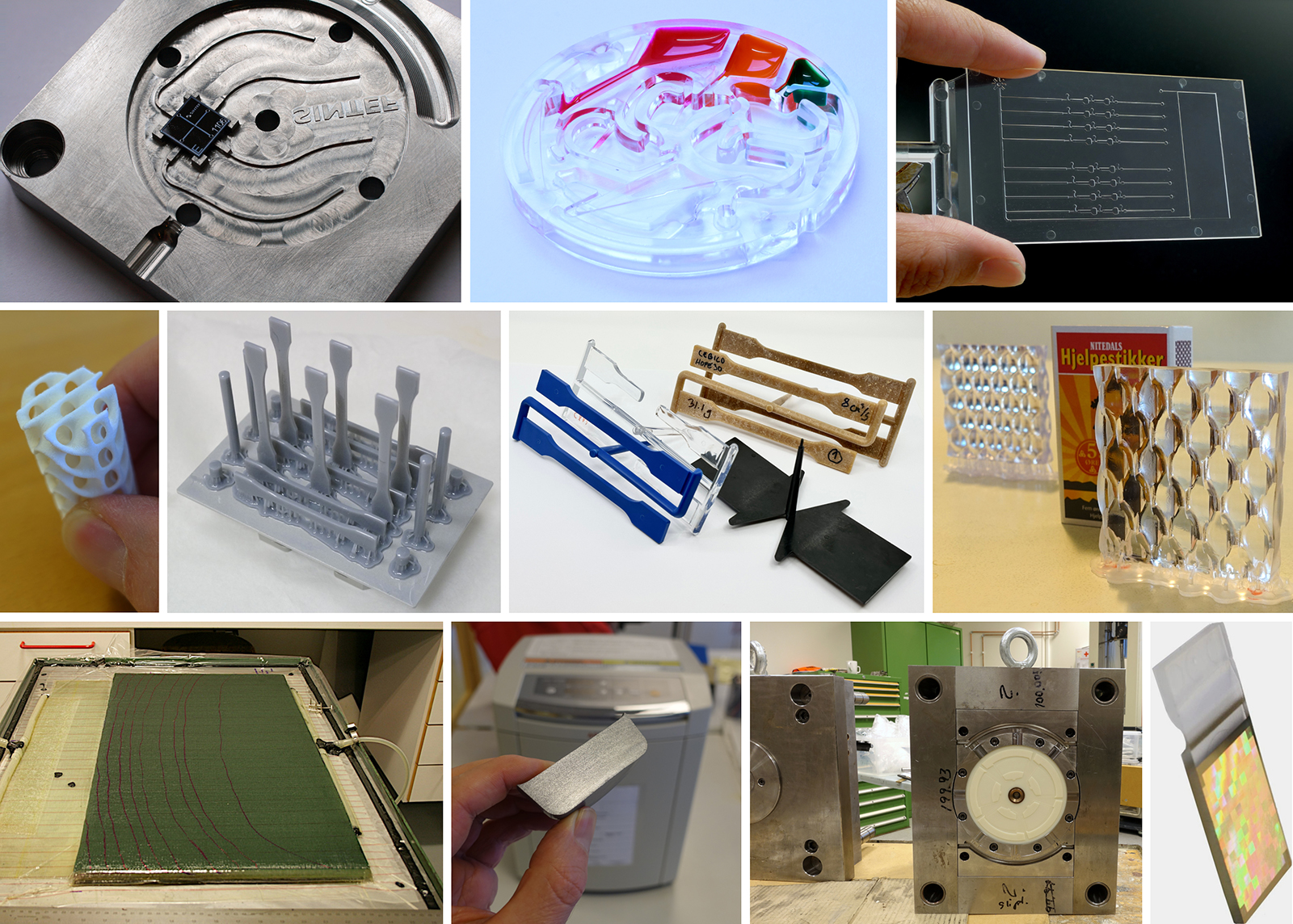
- We have experience in injection moulding of micro-featured parts for micro-fluidics (lab-on-a-chip) and micro-optics. Another example is a method we have patented for in-mould integration of silicon-based sensors, actuators etc (micro-electro-mechanical systems, MEMS) in a plastic part. A third example is injection moulded parts with integrated textiles.
- R&D on injection moulding with moulds and mould inserts made by additive manufacturing (made in polymer-based materials or metals)
Description of lab facilities and equipment
Compounding/mixing
- For compounding small batches of materials based on thermoplastic polymers (down to 15 ml), we have a desktop twin-screw batch extruder (Xplore MC15HT).
- For larger batches (up to tens of kg), the lab has a twin-screw extruder (Clextral) with ø 25 mm screws. This extruder is equipped with two gravimetric feeders (Coperion K-tron). The output of this compounding process can be pellets for various melt processing equipment or filament for additive manufacturing (3D printing).
- For mixing materials based on resins, the lab gas a planetary mixer (Thinky ARE-250CE). Such materials can also be mixed manually and degassed with vacuum.
Injection moulding
- The lab has an injection moulding machine with clamping force 500 kN (Battenfeld EM 50/120). Being a servo-electric machine, it has high process repeatability. It has <several specialities, https://www.sintef.no/projectweb/mpc/facilities/>, and equipment for drying small batches of polymers prior to and during moulding, and avoiding chemical degradation and contaminations. Several moulds and mould inserts are available for this machine, and new moulds/inserts can be made for a specific project. Most of the moulds are instrumented for measuring pressure and temperature inside the cavity.
- For materials in small quanta, we have a desktop injection moulding machine (Xplore IM12) with moulds for several standard test specimens. A polymer melt (e.g. a new compound) can be transferred from the Xplore extruder mentioned above to this Xplore injection moulding machine. Moulds for common tests specimens are available for this machine.
- We have experience in moulding with many different polymers/plastics and short fibre reinforced polymer composites, with melt temperature up to 450 °C and mould temperature up to 200 °C.
Additive manufacturing (3D printing)
The lab has equipment for R&D on additive manufacturing (AM) materials, AM processes and the properties of the manufactured components. The equipment is "open" with regard to experimenting with new materials and modifying the processes (e.g. via the G-code).
The equipment in the lab covers the most common AM process categories for polymer materials:
- Material extrusion with filaments (also referred to as FDM, FFF etc), as well as material extrusion with suspensions, UV curing resins etc. For these processes, we have a Hyrel Hydra 16A multi-material 3D printer and a Prusa MK4.
- Powder bed fusion with powders (also referred to as SLS etc). For this process, the lab has a Sharebot SnowWhite 3D printer.
- Vat photopolymerization with resins/photopolymers (also referred to as SLA etc). The lab has a Prusa SL1S Speed 3D printer for this process.
Composite manufacturing/processing
The lab has equipment for manufacturing hand laminated and vacuum infused composite laminates. Other processes such as composite compression moulding, adhesive bonding and secondary lamination are also available in this lab. A large oven allows for post-curing of samples up to 640 mm x 700 mm.
- Composite lamination by hand or vacuum can be done either on a flat mould (for samples up to 620 mm x 640mm), or on a large table (1.2 m x 2.7 m) . Lamination can also be done on non-flat moulds if required.
- The lab has facilities for adhesive and secondary lamination (co-bonding) of samples (composite, metals or hybrid). Automatic sanding, grit blasting and plasma treatment are available methods for improvement of the surface adhesion of samples.
- Composite compression moulding of both particle and short fibre filled resin systems (can also be combined with continuous fibre reinforcements) is also possible. This technique can serve the purpose of incorporating recyclates in thermosetting polymers as part of recycling studies. The lab is equipped with mixing machines and various metal and silicone moulds for sample casting. Bespoke moulds can also be designed and machined in-house for specific sample geometries.
Other equipment for fabricating test specimens and prototypes
- For compression moulding, pressing of films and plates etc, the lab has two heated presses (from Fontijne). The largest press has a capacity of 200 kN and the maximum area is 30 cm x 30 cm.
- The lab has a small film extrusion line (Collin Teach-Line). The single screw extruder of this line can also be used separately.
Miscellaneous equipment
- Cutting, grinding, milling, sifting, drying, curing etc:
- Pelletizer (Collin Teach-Line) for making pellets from extruded filament (the pelletizer is typically attached in-line with one of the extruders).
- Grinder (Müller SM152) for grinding parts/components into pellets (which can be reprocessed directly or compounded).
- High-speed rotor mill (Retsch ZM 200) for making particles/powder from pellets or small pieces of material. Other mills are also available in neighbouring labs.
- Cutting machine (Struers Unitom-5) for cutting hard materials such as composite laminates.
- For special machining operations, <SINTEF's prototype workshop; https://www.sintef.no/laboratorier/prototypeverkstedet/> is located in the same building.
- Vacuum oven (Binder VD 115) and various dryer units (from Helios) for pre-drying hygroscopic materials. The moisture content in materials can be measured with a thermo-gravimetric instrument (Mettler Toledo HX204)
- UV curing chamber (Dymax 1200)
- Handheld (atmospheric) plasma treatment device (relyon plasma PiezoBrush PZ3), e.g. used for improving adhesion when bonding certain test specimens
